

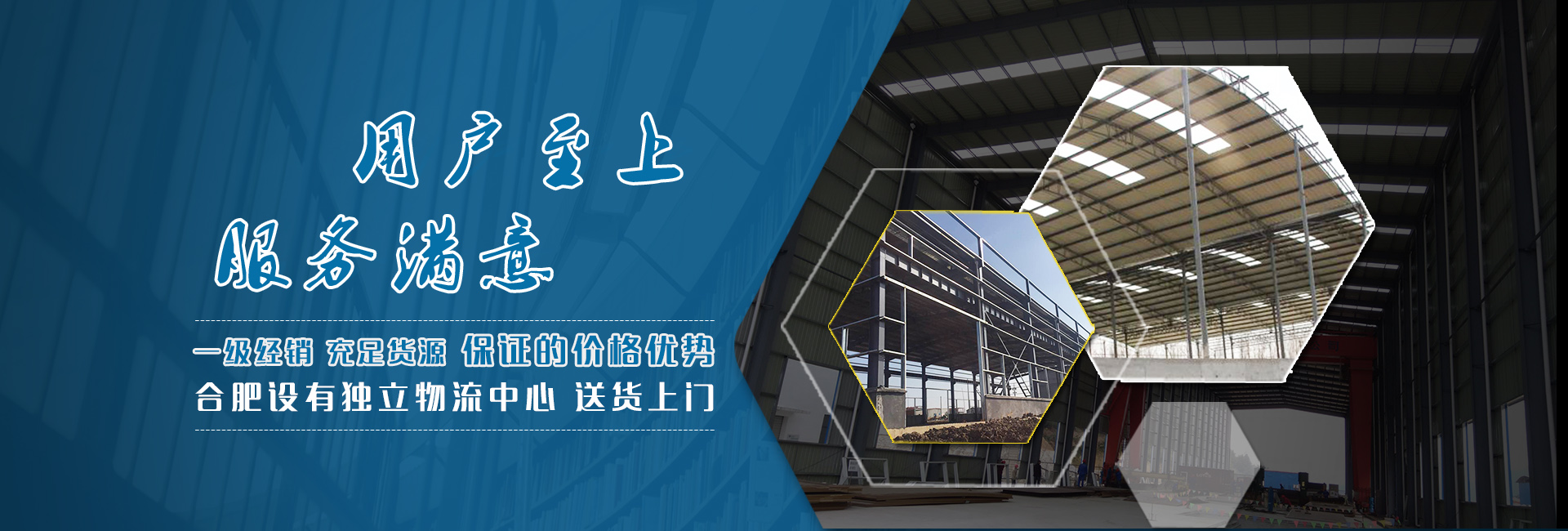









钢结构厂房切割后的矫正,对于翼缘板和腹板经过数控下料后产生的变形,采用火焰矫正的方法进行矫正。其主要变形为侧弯,采用直线和三角形法进行火焰矫正。组装,采用H型钢自动组对机进行组装,组装前,采用磨光机将焊接区进行除锈打磨;再将下翼缘吊入组装机平台,然后将腹板吊入组装机平台,操纵自动夹紧装置,钢结构厂房安装,使腹板与翼缘中线同步前进,自动点焊,钢结构厂房多少钱一平米,后,将构件翻身,把上翼缘吊装就位,自动组装。


因市场上采购不到设计钢结构厂房要求的轧制H型钢,通过设计变更认可,采用焊接H型钢。制作工艺方案确定焊接H型钢制作采用H型钢生产自动流水线,焊接方式采用埋弧焊。焊接工程师根据施工图中所有焊接接头型式,阜阳钢结构厂房,母材材质、厚度、焊接位置,结合所采用焊接方法,进行综合考虑,钢结构厂房设计,按相关焊接工艺评定标准规定,在焊接前进行严格周密的焊接工艺评定试验,将评定报告中的焊接参数作为施焊的指导性文件。


大量的钢材内部存在的夹层属于钢厂本身在轧制过程中产生的质量问题,已经超过了国家标准规范的要求,可以要求钢厂派人来核实,同钢厂协商退货或换货处理;如果夹层数量较少可以征求技术部门和业主的意见,将信息反馈给钢厂,对出现的问题采取施工补救措施,可以根据无损检测的结果,在有问题的部位采用气刨全部刨开,超过本身的深度


 在线客服
在线客服 18715077773
18715077773 114387518@qq.com
114387518@qq.com


