





钢结构构件储存、运输和验收的质量控制要点:督促加工方将钢构件按照构件编号和安装顺序堆放,构件堆放时,应在构件之间加垫木。检查加工方依据构件进场计划单安排运输,装车时应绑扎好,以避免构件变形,确保运输安全而进行控制。劲性钢构件制作完成并经自检合格填写自检表和报验单并报验后按照钢结构制作和验收依据进行验收,同时检查是否齐全。






对于焊接H型钢按规范要求抽查焊缝布置,翼缘板拼接焊缝和腹板拼接焊缝的间距应大于200mm。焊接H型钢尺寸偏差应符合规范要求。用水准仪和钢尺检查吊车梁和吊车桁架不应下挠。钢结构组装的尺寸,监理应在拼装胎架上进行检查,对每个检验批将进行检查,对每个检验批将进行不少于10%的尺寸抽验,并做好监测记录。用0.3mm塞尺检查顶紧面,塞入面积应小于25%。如钢结构制作单位提交的尺寸检查报告合格,且监理抽验合格,则钢构件组装工程分项合格。

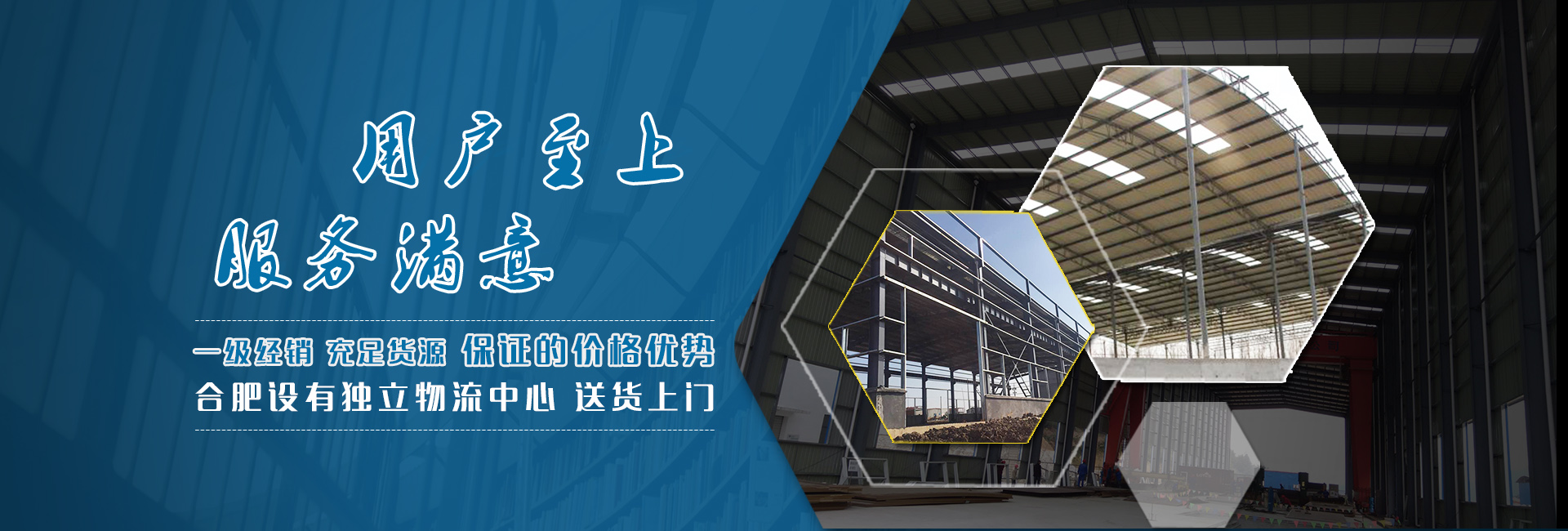
因其自重较轻,且施工简便,可广泛应用于大型厂房、场馆、超高层等领域。钢结构构件在工厂制作,减少现场工作量,缩短施工工期,符合产业化要求。鉴于这种情况,钢结构施焊前,对焊条的合格证要进行检查,按说明书要求使用,焊工必须持证上岗证,焊缝表面不得有裂纹、焊瘤,一、二级焊缝不得有气孔、夹渣、弧坑裂纹。焊接质量问题较多存在于手工焊缝,这些问题有:焊瘤、夹渣、气孔、没焊透、咬边、错边、焊缝尺寸偏差大、不用引弧板、焊接变形不矫正、飞溅物清理不净等。



 在线客服
在线客服 18715077773
18715077773 114387518@qq.com
114387518@qq.com


